Hålstorlekar: bord, verktyg, skärprocess
För att skära en invändig gänga på en del måste du först borra ett hål. Dess storlek är inte lika med tråddiametern, men bör vara något mindre. Du kan hitta borrens diameter för gängan i en speciell tabell, men för detta behöver du också veta vilken typ av gänga.
Gängparametrar bestämmer borrdiametern
Innehållet i artikeln [Hide]
Huvudinställningar
Vilken tråd som helst kännetecknas av två parametrar:
- diameter (D);
- steg (P) - avståndet från en slinga till en annan.
De bestäms av GOST 1973257-73. Ett stort steg anses vara normalt, men flera mindre motsvarar det. Liten stigning används när den appliceras på tunnväggiga produkter (rör med tunn vägg). De gör också en liten vändning om den applicerade tråden är ett sätt att justera några parametrar. Dessutom görs ett litet steg mellan svängarna för att öka anslutningens täthet och för att övervinna fenomenet med självskruvning av delen. I andra fall skärs ett standardsteg (stort).
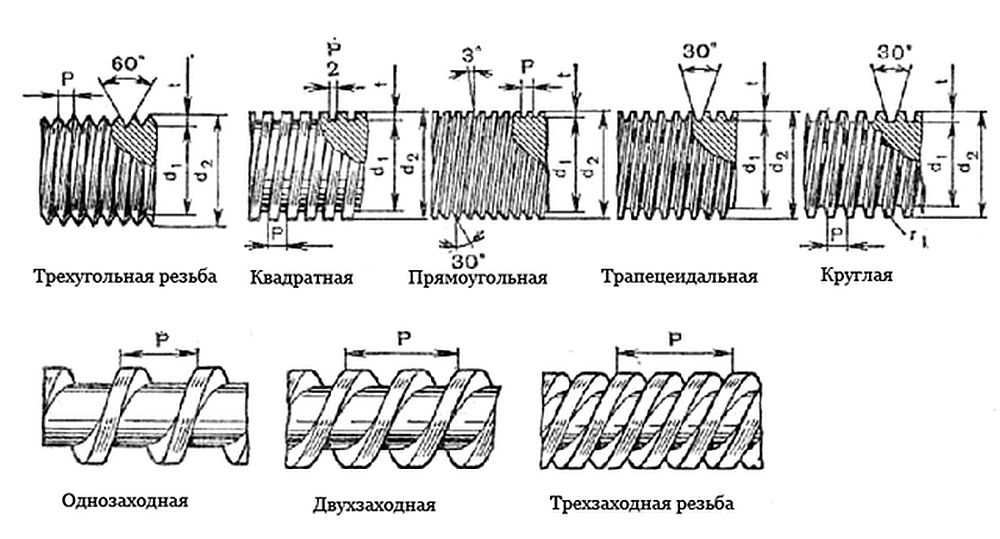
Trådtyper och deras huvudsakliga egenskaper
Det finns många typer av trådar, eftersom var och en har sina egna särdrag i formningen, är hålets diameter för tråden olika i varje fall. Alla är ordinerade i GOST, men oftast använder de triangulära metriska och avsmalnande metriska trådar. Vi kommer att prata om dem vidare.
Vi ser vanligtvis triangulära gängor på bultar och andra liknande fästelement och avsmalnande gängor på de flesta VVS-produkter som har en löstagbar anslutning.
Prylar
För DIY-snidning används små verktyg:
- matriser (de kallas också lerki) för att applicera svängar från utsidan (vanligtvis på ett rör eller en metallstång (stift);
- kranar - på insidan (här måste du göra ett hål åt dem i förväg).

Knacka (överst) och dör (längst ner)

Alla dessa enheter är tillverkade av legeringar, kännetecknade av ökad hållfasthet och nötningsbeständighet. På deras yta appliceras spår och spår, med hjälp av vilka deras spegelbild erhålls på arbetsstycket.
Varje kran eller matris är markerad - de har en inskription som anger vilken typ av tråd som denna enhet skär - diameter och stigning. De sätts in i hållare - skiftnycklar och formhållare - fästa där med skruvar. Håll tappverktyget i hållaren och sätt på / sätt in det på platsen där en löstagbar anslutning krävs. Genom att bläddra i enheten bildas svängar. Det beror på hur korrekt enheten är inställd i början av arbetet om spolarna kommer att "lägga sig" jämnt. Gör därför de första svängarna och försök att hålla strukturen jämn, undvik skift och snedvridningar. Efter att några revolutioner har gjorts blir processen enklare.
Gängor med små till medelstora diameter kan skäras manuellt. Svåra typer (två- och trevägs) eller att arbeta med stora diametrar med händerna är inte möjligt - för mycket ansträngning krävs. För dessa ändamål används speciell mekaniserad utrustning - för svarvar med kranar och matriser fästa på dem.
Hur man skär rätt
Du kan applicera trådar på nästan vilken metall som helst och deras legeringar - stål, koppar, aluminium, gjutjärn, brons, mässing etc. Det rekommenderas inte att göra det på ett hett strykjärn - det är för hårt, det kommer att smula under drift och det går inte att uppnå svängar av hög kvalitet, vilket innebär att anslutningen blir opålitlig.

Verktyg för arbete
Förberedelse
Det är nödvändigt att arbeta på ren metall - ta bort rost, sand och andra föroreningar.Då måste tråden smörjas (förutom gjutjärn och brons - du måste arbeta med dem "torra"). Det finns en speciell emulsion för smörjning, men om inte, kan du använda blöt tvål. Du kan också använda andra smörjmedel:
- linolja för stål och mässing;
- terpentin för koppar;
- fotogen - för aluminium.
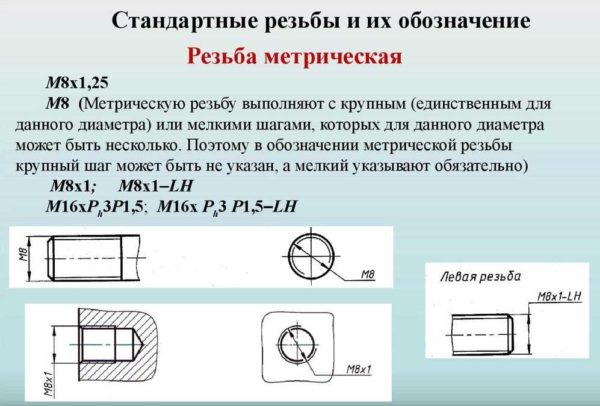
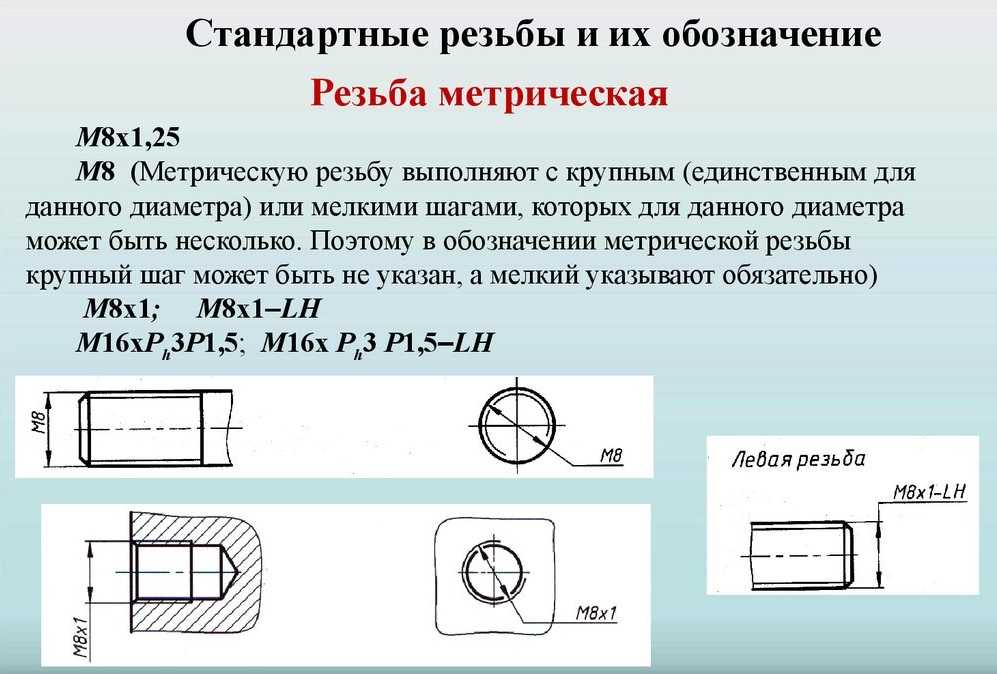
Metriska trådalternativ
Du kan ofta höra råd om att använda maskinolja, mineralolja eller till och med smult när du skär trådar. De fungerar bra, men experter säger att det är bättre att inte göra detta - flisen kommer att hålla fast vid det viskösa ämnet, vilket kommer att leda till snabbt slitage på kranen eller dö.
Skivprocess
Vid skärning av yttre gängor placeras munstycket strikt vinkelrätt mot ytan på röret eller stången. När du arbetar ska den inte vifta, annars blir svängarna ojämna och anslutningen blir ful och opålitlig. De första svängarna är särskilt viktiga. Det beror på hur de "lägger ner" om anslutningen då kommer att skeva.
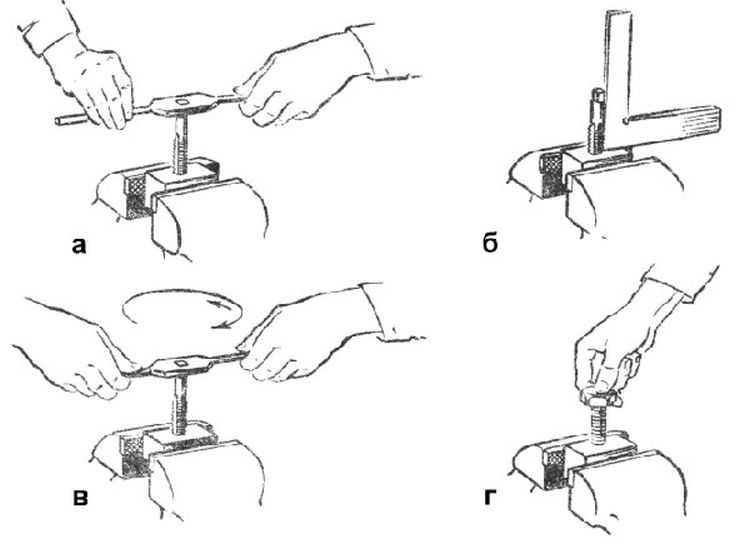
Genom att applicera en invändig gänga fixeras delen rörlig. Om det är en liten bit kan du ta tag i den i en skruvstäd. Om plattan är stor, säkra den med tillgängliga metoder, till exempel genom att fästa den med stänger. M
Kranen förs in i hålet så att dess axel är parallell med hålets axel. Med lite ansträngning, lite efter lite, börjar de vrida sig i en given riktning. Så snart du känner att motståndet har ökat, skruva loss kranen och rengör den från chips. Efter rengöring fortsätter processen.
Process för skivning av foto
När du knackar på ett blindhål bör djupet vara något djupare än vad som krävs - detta överskott bör inkludera kranens spets. Om detta är strukturellt omöjligt, skärs spetsen från kranen. Samtidigt är den inte lämplig för vidare drift, men det finns ingen annan väg ut.
För att svängarna ska vara av hög kvalitet används två kranar eller matriser - en grov och en efterbehandling. Det första passet är gjort grovt, det andra - avslutningen. Det finns också kombinerade trådanordningar. De låter dig göra allt på en gång.
Ett annat praktiskt tips: så att flisen inte faller in i arbetsområdet, när du skär, gör en hel varv medurs och sedan ett halvt varv moturs. Därefter återförs verktyget till den plats där det stannade och en revolution görs igen. Detta fortsätter tills önskad längd.
Tabeller för att välja borrens diameter för gängan
När du gör en invändig gänga borras ett hål för den. Det är inte lika med tråddiametern, eftersom en del av materialet inte tas bort i form av flis vid skärning, utan pressas ut, vilket ökar storleken på utsprången. Därför måste du välja borrens diameter för gängan innan du applicerar den. Detta kan göras med hjälp av tabeller. De finns för varje typ av tråd, men här är de mest populära - metriska, tum, rör.
| Metrisk tråd | Tumgänga | Rörtråd | |||||
|---|---|---|---|---|---|---|---|
| Gängadiameter, tum | Gängstigning, mm | Borrdiameter, mm | Gängadiameter, tum | Gängstigning, mm | Borrdiameter, mm | Gängadiameter, tum | Gänghålets diameter, mm |
| M1 | 0.25 | 0,75 | 3/16 | 1.058 | 3.6 | 1/8 | 8,8 |
| M1.4 | 0,3 | 1,1 | 1/4 | 1.270 | 5.0 | 1/4 | 11,7 |
| M1.7 | 0,35 | 1,3 | 5/16 | 1.411 | 6.4 | 3/8 | 15,2 |
| M2 | 0,4 | 1,6 | 3/8 | 1.588 | 7.8 | 1/2 | 18,6 |
| M2.6 | 0,4 | 2,2 | 7/16 | 1.814 | 9.2 | 3/4 | 24,3 |
| M3 | 0,5 | 2,5 | 1/2 | 2,117 | 10,4 | 1 | 30,5 |
| M3.5 | 0,6 | 2,8 | 9/16 | 2,117 | 11,8 | - | - |
| M4 | 0,7 | 3,3 | 5/8 | 2,309 | 13,3 | 11/4 | 39,2 |
| M5 | 0,8 | 4,2 | 3/4 | 2,540 | 16,3 | 13/8 | 41,6 |
| M6 | 1,0 | 5,0 | 7/8 | 2,822 | 19,1 | 11/2 | 45,1 |
| M8 | 1,25 | 6,75 | 1 | 3,175 | 21,3 | - | - |
| M10 | 1,5 | 8,5 | 11/8 | 3,629 | 24,6 | - | - |
| M12 | 1,75 | 10,25 | 11/4 | 3,629 | 27,6 | - | - |
| M14 | 2,0 | 11,5 | 13/8 | 4,233 | 30,1 | - | - |
| M16 | 2,0 | 13,5 | - | - | - | - | - |
| M18 | 2,5 | 15,25 | 11/2 | 4,33 | 33,2 | - | - |
| M20 | 2,5 | 17,25 | 15/8 | 6,080 | 35,2 | - | - |
| M22 | 2,6 | 19 | 13/4 | 5,080 | 34,0 | - | - |
| M24 | 3,0 | 20,5 | 17/8 | 5,644 | 41,1 | - | - |
Återigen uppmärksammar vi det faktum att borrets diameter för gängan ges för en grov (standardgänga).
Tabell för utvändig gängstångsdiameter
När du arbetar i en utvändig tråd är situationen mycket lik - en del av metallen pressas ut, inte skärs av. Därför bör stångens eller rörets diameter på vilken gängan appliceras vara något mindre. Hur exakt - se tabellen nedan.










Trådbord. Första kolumnen. Metrisk tråd d.b. redan i mm är det därför metrisk.
Ändring. Trådtabell, 1: a kolumnrubriken